Справочник по ультразвуковой сварке
Принципы ультразвуковой сварки:
- Высокочастотные колебания (20-40 кГц) генерируют фрикционное тепло, обеспечивая соединение материалов через молекулярное трение и межмолекулярное связывание.
- Этот процесс обеспечивает на 40% более быстрое время цикла по сравнению с вибрационной сваркой, что делает его идеальным для производственных сред с большими объемами.
- Подходящие материалы: термопласты (ABS, PC, PP, нейлон и т.д.), некоторые металлы и нетканые материалы.
Важность проектирования соединений:
- Напрямую влияет на прочность сварки, герметичность, эффективность производства и стоимость.
- Решение проблем биосовместимости медицинских устройств через точную геометрию соединений и выбор материалов.
- Обновлено в соответствии со спецификациями AWS G1.2M:2021 для стандартизированного контроля качества.
Проектирование соединений в соответствии с требованиями Индустрии 4.0:
- Моделирование цифровых двойников обеспечивает прогнозный анализ характеристик соединений.
- Интеграция интеллектуальных датчиков обеспечивает мониторинг качества сварки в реальном времени.
- Оптимизация параметров на основе облачных технологий для обеспечения стабильного качества соединений на производственных платформах по всему миру.
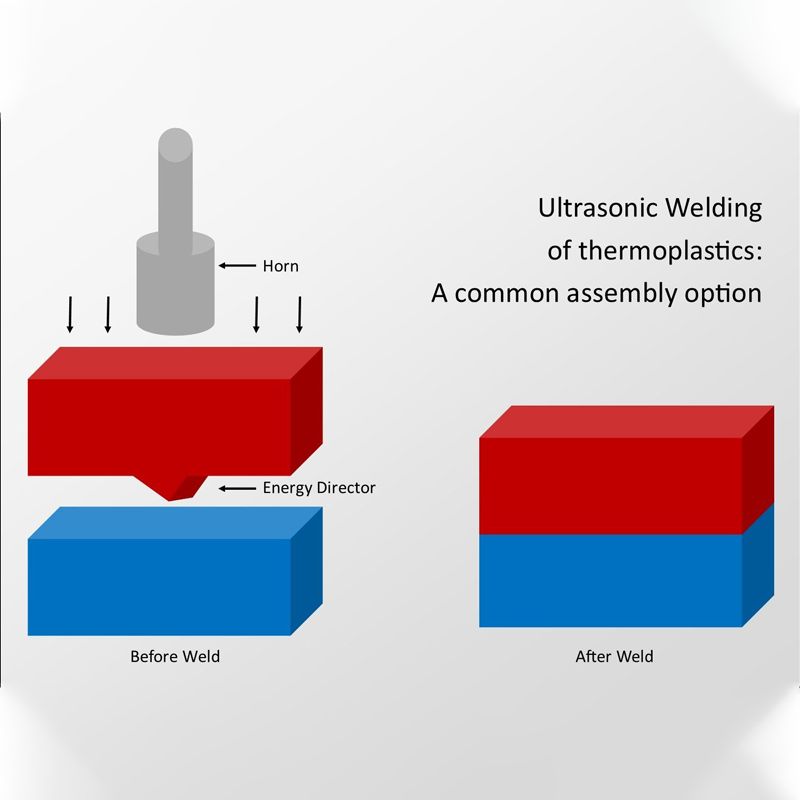
Конструкция концентратора энергии
Представленная выше схема иллюстрирует распространение ультразвуковой энергии от генератора к интерфейсу соединения, где правильно спроектированные концентраторы энергии фокусируют вибрации для создания локализованного нагрева и соединения материала.
Технические характеристики проектирования ультразвуковой сварки пластмасс
Совместимость материалов
| Материал | Код ASTM/ISO | Свариваемость | Температура плавления (°C) | Гигроскопичность | Требования к сушке | Твердость по Шору | Совместим с |
|---|---|---|---|---|---|---|---|
| ABS | ISO 2580-1 | Отличная (95%) | 105-115 | Низкая | 2-4ч @ 80°C | D75-85 | ABS, SAN, PC |
| PC | ISO 7391-2 | Хорошая (85%) | 150-160 | Средняя | 4-6ч @ 120°C | D80-90 | ABS, PBT, PC |
| PP | ISO 1873-1 | Умеренная (70%) | 160-170 | Отсутствует | Не требуется | D70-80 | PP, PE |
| PA (Нейлон) | ISO 16396-1 | Хорошая (80%) | 220-260 | Высокая | 8-12ч @ 80°C | D70-85 | PA, PBT |
| PET | ISO 20028-1 | Сложная (60%) | 245-265 | Средняя | 4-8ч @ 140°C | D85-95 | PET, PBT |
| PMMA | ISO 8257-1 | Средняя (75%) | 160-200 | Низкая | 3-4ч @ 90°C | D90-100 | PMMA, ABS |
| POM | ISO 9988-1 | Плохая (45%) | 175-185 | Низкая | 2-3ч @ 110°C | D80-90 | Только POM |
Материалы с близкими температурами плавления (разница ±10°C) обычно более совместимы для сварки. Процент свариваемости указывает на типичное сохранение прочности на сдвиг по сравнению с исходным материалом.
Для получения подробных спецификаций материалов и данных о свойствах обращайтесь к базе данных пластмасс UL Prospector.
Типы и применение соединений при ультразвуковой сварке пластмасс: комплексный анализ
Выбор подходящих конструкций соединений для ультразвуковой сварки имеет решающее значение для достижения оптимальной производительности в конкретных применениях.
Каждый тип ультразвукового сварного соединения предлагает отдельные преимущества для различных производственных сценариев и требований к продукции.
Сравнительный анализ соединений
| Тип соединения | Прочность на сдвиг | Прочность на растяжение | Герметичность | Стоимость оснастки | Скорость производства |
|---|---|---|---|---|---|
| Сдвиговое соединение | Отличная (90-95%) | Хорошая (75-85%) | Средняя | Средняя | Высокая |
| Энергетический концентратор | Хорошая (75-85%) | Умеренная (65-75%) | Хорошая | Низкая | Очень высокая |
| Шпунт и паз | Очень хорошая (85-90%) | Хорошая (75-80%) | Отличная | Высокая | Средняя |
| Ступенчатое соединение | Хорошая (80-85%) | Очень хорошая (85-90%) | Хорошая | Средне-высокая | Средняя |
Примечание: Процентные значения прочности указывают типичные значения по сравнению с прочностью исходного материала.
Конструкция сдвигового соединения
Сдвиговые соединения превосходно работают в применениях, требующих максимальной механической прочности, и особенно подходят для автомобильных структурных компонентов, корпусов электроинструментов и узлов, критичных для безопасности.
Параметры проектирования:
- Интерференция: 0,2-0,5 мм (оптимально 0,3 мм для большинства термопластов)
- Угол: 15-30° (рекомендуется 20° для сбалансированного потока расплава)
- Минимальная толщина стенки: 1,2 мм
- Соотношение длины к толщине: ≤ 25:1 для предотвращения деформации
Рекомендации по FEA-моделированию:
- Плотность сетки: минимум 3 элемента по толщине соединения
- Модель материала: вязкоупругая с температурной зависимостью
- Граничные условия: фиксированные ограничения на расстоянии минимум 3× толщины стенки от соединения
- Случаи нагрузки: моделирование сценариев как растягивающей, так и сдвиговой нагрузки
Контрольный список проектировщика: Сдвиговые соединения
- Проверить, что углы уклона обеспечивают правильное извлечение из формы
- Обеспечить пути потока, позволяющие полное заполнение соединения
- Проверить наличие потенциальных точек концентрации напряжений
- Подтвердить достаточное количество материала на интерфейсе соединения
- Проверить равномерность скорости охлаждения по всему соединению
Конструкция соединения с энергетическим концентратором
Соединения с энергетическим концентратором обеспечивают отличную фокусировку энергии и идеально подходят для тонкостенных применений, таких как корпуса электроники, корпуса медицинских устройств и потребительские товары.
Параметры проектирования:
- Угол: 60-90° (60° оптимизировано для концентрации энергии)
- Высота: 0,2-0,5 мм (0,3 мм оптимально для большинства применений)
- Ширина основания: 0,8-1,2 мм (масштабируется с толщиной стенки)
- Размещение: по центру интерфейса соединения
Соображения по формуемости:
- Угол уклона: минимум 1° на сторону для правильного извлечения из формы
- Расположение литника: минимум в 3× толщины стенки от энергетического концентратора
- Вентиляция: каналы глубиной 0,025-0,035 мм вблизи пиков концентратора
- Качество поверхности: SPI-A3 (16-32 мкдюйма) для оптимального контакта
Контрольный список проектировщика: Соединения с энергетическим концентратором
- Указать правильный радиус у основания энергетического концентратора (мин. 0,1 мм)
- Проектировать с учетом сбалансированных путей потока для предотвращения деформации
- Включить расположение выталкивающих штифтов вдали от критических поверхностей
- Планировать надлежащую вентиляцию для предотвращения следов пригара
- Учитывать расположение ультразвукового литника относительно энергетического концентратора
Взаимосвязь параметров процесса и конструкции соединения
Взаимосвязь между конструкцией соединения и параметрами сварки имеет решающее значение для достижения оптимальных результатов. Параметры должны быть скорректированы на основе геометрии соединения, свойств материала и требований применения.
Оптимизация настроек амплитуды:
- Малые соединения (≤10 мм²): 15-25 мкм (идеально для прецизионных применений)
- Средние соединения (10-100 мм²): 25-40 мкм (стандарт для большинства потребительских товаров)
- Большие соединения (>100 мм²): 40-60 мкм (необходимо для автомобильных и крупных корпусов)
Примечание: Чрезмерная амплитуда может вызвать деградацию материала через разрыв молекулярных цепей; недостаточная амплитуда приводит к неадекватному молекулярному переплетению
Регулировка давления по типу материала:
- Жесткие пластмассы (PC, ABS, PMMA): 3-5 бар (более высокие значения для вариантов со стекловолокном)
- Полужесткие пластмассы (PET, PBT): 2-4 бар (корректируется на основе кристалличности)
- Мягкие пластмассы (PP, PE, TPE): 1-3 бар (более низкие значения для высокотекучих материалов)
- Давление должно рассчитываться на основе площади контакта (обычно 0,5-2 Н/мм²)
Тщательно подбирая конструкции соединений с соответствующими параметрами процесса, производители могут достичь оптимальных результатов сварки, минимизируя распространенные проблемы, такие как облой, утяжины и непостоянная прочность сварного шва.
Распространенные проблемы: диагностика и решения
Анализ разрушения соединений
Недостаточная прочность сварного шва
Возможные причины: Неправильная конструкция энергетического концентратора, недостаточная амплитуда, плохая совместимость материалов
Решения:
- Отрегулировать угол энергетического концентратора до 60°
- Увеличить амплитуду или время сварки
- Проверить постоянство партий материала
- Внедрить анализ с помощью высокоскоростной камеры для определения точного момента разрушения соединения
Чрезмерное плавление или обугливание
Возможные причины: Недостаточный размер энергетического концентратора, чрезмерная амплитуда, длительное время сварки
Решения:
- Увеличить ширину основания энергетического концентратора
- Уменьшить амплитуду или время сварки
- Рассмотреть возможность увеличения времени удержания для улучшения охлаждения
- Использовать тепловизионную съемку во время разработки процесса для определения оптимальных параметров
Пузыри или пустоты
Возможные причины: Высокое содержание влаги, чрезмерно быстрая сварка, плохая вентиляция
Решения:
- Предварительно просушить материалы
- Добавить вентиляционные каналы в конструкцию
- Внедрить двухэтапную сварку (низкое давление предварительного нагрева с последующей сваркой при высоком давлении)
- Рассмотреть возможность анализа ДСК (Дифференциальной сканирующей калориметрии) для определения оптимальной температуры обработки материала
Матрица устранения неполадок для конкретных материалов
| Материал | Распространенная проблема | Первопричина | Рекомендуемое решение |
|---|---|---|---|
| АБС | Растрескивание поверхности | Чрезмерная концентрация напряжений | Снизить амплитуду на 15-20%, увеличить площадь контакта рупора |
| ПК | Хрупкое разрушение | Загрязнение влагой | Предварительная сушка при 120°C в течение 4 часов, проверка с помощью ФТИК-анализа |
| ПП | Неполное сплавление | Низкая поверхностная энергия | Увеличить время сварки на 25%, рассмотреть возможность плазменной обработки поверхности |
| ПА (Нейлон) | Нестабильность размеров | Гигроскопическое поглощение | Контролировать влажность окружающей среды до 30-40%, сразу после формования |
| Пластмассы со стекловолокном | Эрозия рупора | Абразивные наполнители | Использовать титановые рупоры, внедрить график профилактического обслуживания |
Передовые методы анализа отказов
Анализ с помощью высокоскоростной камеры:
- Частота кадров: минимум 10 000 кадров в секунду для визуализации распространения трещин
- Настройка: синхронизация с сигналом запуска ультразвукового генератора
- Анализ: отслеживание потоков расплава и выявление зон преждевременного затвердевания
Научные приборы:
- ФТИК (Фурье-спектроскопия в инфракрасном диапазоне): выявление деградации и загрязнения материала
- ДСК (Дифференциальная сканирующая калориметрия): анализ изменений кристалличности после сварки
- СЭМ (Сканирующая электронная микроскопия): исследование поверхностей разрушения на микроскопическом уровне
Пример из практики: снижение процента брака корпусов датчиков
Производитель медицинских устройств столкнулся с 23% уровнем брака на ультразвуковых сварных корпусах датчиков, несмотря на следование стандартному руководству по проектированию ультразвуковой сварки pdf. Путем систематического анализа:
Идентификация проблемы:
- Высокоскоростная камера выявила преждевременное затвердевание в точках соединения
- Анализ ДСК показал более высокую, чем ожидалось, скорость кристаллизации
- ФТИК обнаружил незначительное перекрестное загрязнение несовместимым полимером
Внедрение решения:
- Перепроектированный энергетический концентратор с асимметричным профилем (стороны 75°/45°)
- Внедрен протокол отслеживания материала и тестирования партий
- Добавлены специальные контрольные точки для сертификации поступающей смолы
Результаты:
- Уровень брака снижен с 23% до 3,1%
- Улучшение выхода годной продукции сэкономило $342 000 в год
- Технология теперь стандартизирована во всех линейках продуктов
Методы испытания соединений
Испытание на прочность при растяжении
- Справочные стандарты ультразвуковой сварки: ASTM D638, ISO 527
- Рекомендуемый размер выборки: минимум 5 на партию
- Анализ данных: запись средних значений, стандартных отклонений и режимов разрушения
- Расширенный протокол: внедрение статистического анализа Вейбулла для улучшенного прогнозирования надежности
Испытание на герметичность
- Метод падения давления: падение давления не должно превышать 5% в течение указанного времени
- Обнаружение при погружении: наблюдение за выделением пузырьков после создания давления
- Обнаружение утечки гелия: подходит для высокоточных изделий
- Автоматизированные системы технического зрения: использование алгоритмов машинного обучения для обнаружения закономерностей образования пузырьков
График профилактического обслуживания оборудования для ультразвуковой сварки
| Компонент | Частота проверки | Действия по обслуживанию |
|---|---|---|
| Рупор/Сонотрод | Каждые 8 часов | Визуальный осмотр на износ, трещины или загрязнение |
| Приспособление/Гнездо | Каждые 8 часов | Очистка и проверка допусков выравнивания (±0,05 мм) |
| Преобразователь | Еженедельно | Проверка потребляемой мощности и температуры, проверка целостности кабелей |
| Источник питания | Ежемесячно | Проверка калибровки, осмотр системы охлаждения |
| Полная система | Ежеквартально | Профессиональная калибровка и проверка амплитуды |
Внедрение этого комплексного графика профилактического обслуживания может снизить незапланированные простои до 78% и увеличить срок службы оборудования на 40-60%.
Методы неразрушающего контроля
- Ультразвуковая инспекция: использование фазированной решетки ультразвукового тестирования для обнаружения внутренних пустот без разрушения деталей
- Термографический анализ: применение теплового напряжения и захват тепловых изображений для идентификации слабых участков соединения
- Тестирование акустической эмиссии: мониторинг волн напряжения во время приложения нагрузки для прогнозирования разрушения соединения
- Рентгеновская компьютерная томография: создание трехмерной визуализации внутренней структуры соединения для сложных сборок
Этот расширенный раздел рассматривает распространенные проблемы ультразвуковых сварных соединений с научно-обоснованными решениями, предоставляя комплексные рекомендации по устранению неполадок при проектировании ультразвуковой сварки пластмасс для инженеров-конструкторов, включая отраслевые передовые практики по обеспечению качества и техническому обслуживанию.
Примеры отраслевого применения
Автомобильная промышленность
Сборка фар
Задача: Требование долгосрочной герметичности и сварки прозрачных материалов с сохранением оптической прозрачности
Решение:
- Внедрение конструкции с двойным концентратором энергии с первичными элементами 60° и вторичными 45°
- Добавление фазы предварительного нагрева (3 секунды при 20% амплитуды с использованием оборудования Branson 2000Xe)
- Специальная обработка поверхности для снижения напряжения с использованием запатентованного плазменного процесса
- Внедрение серийного КТ-сканирования для критических компонентов
Результат:
- Степень защиты IP67, светопропускание сохраняется выше 95%
- Расчет рентабельности инвестиций: 143% возврата за первый год за счет сокращения брака и устранения гарантийных претензий
- Соответствие IATF 16949 достигнуто для всей автомобильной производственной линии
Корпуса аккумуляторов электромобилей
Задача: Высокопрочное соединение композитных материалов со строгими требованиями к электрической изоляции
Решение:
- Индивидуальная ступенчатая конструкция соединения с инженерными концентраторами энергии
- Специализированная конструкция рупора с титановым усилением контактных поверхностей
- Интегрированный протокол встроенного электрического тестирования
Результат:
- Прочность соединения превышает 32 МПа с минимальной деградацией со временем
- Нулевой уровень электрических отказов в производстве с момента внедрения
- КТ-сканирование до/после показало 98,7% консолидации соединения по сравнению с предыдущими 71%
Медицинские устройства
Компоненты анализаторов крови
Задача: Высокие требования к биосовместимости, точное выравнивание микроканалов для обработки жидкости
Решение:
- Индивидуальная конструкция соединения типа шип-паз с допусками 0,03 мм
- Микропозиционирующие элементы для выравнивания с использованием лазерно-гравированных базовых точек
- Среда сварки чистого помещения (ISO класс 7) с HEPA-фильтрацией
- Специальный медицинский поликарбонат от Sabic Healthcare (серия LNP™ LEXAN™ HFD)
Результат:
- Отклонение микроканалов <0,02 мм, прошло тестирование на биосовместимость FDA
- Расчет рентабельности инвестиций: экономия $2,4 млн в год за счет 99,6% выхода с первого прохода по сравнению с предыдущим клеевым методом
- Достигнута сертификация ISO 13485 для производственного процесса
- Полная система прослеживаемости с цифровой фиксацией характеристик сварки
Инкапсуляция имплантируемых устройств
Задача: Требования ультра-герметичной герметизации с биосовместимыми материалами
Решение:
- Многоступенчатый процесс сварки с контролируемым подводом энергии
- Индивидуальная оснастка со встроенными охлаждающими каналами
- 100% протокол проверки на герметичность с гелием
- Рекомендации по поставщику: Solvay Udel® PSU для долгосрочных имплантируемых компонентов
Результат:
- Уровни герметичности, превышающие скорость утечки гелия 1×10⁻⁹ куб.см/сек
- 10-летние тесты на ускоренное старение не показывают деградации целостности уплотнения
- Успешное одобрение FDA для устройств класса III
Потребительская электроника
Водонепроницаемые носимые устройства
Задача: Сочетание нескольких материалов в малом форм-факторе с эстетическими требованиями
Решение:
- Ступенчатое сдвиговое соединение с модификацией концентратора энергии
- Протокол защитного маскирования для предотвращения маркировки поверхности
- Интеграция систем машинного зрения для мониторинга сварки в реальном времени
- Оборудование: Herrmann HiQ DIALOG серии с прецизионным контролем амплитуды
Результат:
- Достигнут класс защиты IP68 для погружения более 3 метров
- Отсутствие видимых сварных линий на внешних поверхностях
- Микроскопический анализ до/после подтвердил 100% консолидацию соединения
- Расчет рентабельности инвестиций: время производственного цикла сокращено на 37%, что дает ежегодную экономию $560 тыс
Инструменты поддержки проектирования ультразвуковой сварки пластмасс
1. Расчетные формулы
Базовое проектирование концентратора энергии
- Объем треугольного концентратора энергии: V = 0,5 × ширина основания × высота × длина
- Ожидаемый объем расплава: Приблизительно 80-90% от объема концентратора энергии
- Рекомендуемая высота концентратора энергии: h = 0,3 × толщина стенки
- Оптимальный угол концентратора энергии: 60° для аморфных полимеров, 90° для полукристаллических материалов
Расчет параметров сварки
- Время сварки (секунды) ≈ толщина стенки (мм) × 0,3
- Время выдержки (секунды) ≈ время сварки × 1,5
- Давление сварки (Н) ≈ площадь контакта (мм²) × (1-2)
- Коэффициент калибровки амплитуды: на 15-20% выше для наполненных материалов по сравнению с ненаполненными смолами
Скачиваемый инструмент для расчета концентратора энергии
- Калькулятор на базе Excel для комплексных параметров проектирования соединений
- Возможности автоматического расчета:
- Размеры концентратора энергии на основе свойств материала
- Ожидаемые объемы расплава и расстояния схлопывания
- Рекомендуемые параметры сварки по типу материала
- Прогнозы термического анализа
- Загрузка: Доступно в метрических и имперских единицах с базой данных материалов
2. CAD-шаблоны
Для различных сценариев применения рекомендуются следующие стандартизированные шаблоны конструкций соединений:
Стандартная библиотека шаблонов
- Универсальные соединения с концентраторами энергии (версии 60° и 90°)
- Усиленные сдвиговые соединения (одностенные и двустенные версии)
- Герметичные соединения типа шип-паз (с дополнительными уплотнительными конструкциями)
- Микрофлюидные соединения (типа прецизионного выравнивания)
- Усовершенствованные соединения с вторичными концентраторами энергии
- Конструкции ультразвуковых соединений, совместимые с защелками
Пакет CAD-ресурсов
- Библиотека STEP-файлов, совместимая с основными CAD-платформами:
- SolidWorks (версии 2020-2025)
- Autodesk Inventor и Fusion 360
- Siemens NX и PTC Creo
- Параметрические шаблоны конструкций соединений с настраиваемыми размерами
- Проверки правил проектирования для конкретных материалов, встроенные в шаблоны
- Руководства по интеграции с системами PDM/PLM
Онлайн-инструмент моделирования конструкций соединений
- Веб-интерфейс для проверки конструкции соединений в реальном времени
- Функции:
- Термическое моделирование процесса плавления концентратора энергии
- Анализ распределения напряжений по поверхностям соединения
- Тестирование чувствительности параметров для надежного проектирования
- Оценка совместимости материалов
- Облачная обработка с возможностью обмена результатами для командного сотрудничества
- Совместимость с мобильными устройствами для поддержки инженеров в полевых условиях
3. Протоколы валидации
Шаблоны IQ/OQ/PQ для валидации конструкции соединений
Квалификация установки (IQ):
- Процедуры проверки калибровки оборудования
- Протоколы измерения выравнивания оснастки
- Стандарты ультразвуковой сварки для проверки амплитуды
Квалификация функционирования (OQ):
- Тестовая матрица для валидации диапазона параметров
- Методологии статистической выборки для исследований возможностей процесса
- Шаблоны документации для нормативного соответствия
Квалификация эксплуатации (PQ):
- Протоколы ускоренного старения для долгосрочной оценки соединений
- Процедуры испытаний на воздействие окружающей среды (температурные циклы, влажность)
- Режимы механических испытаний под нагрузкой с критериями приемки
Эти расширенные инструменты поддержки проектирования предоставляют инженерам комплексные ресурсы для оптимизации конструкций ультразвуковых сварных соединений в различных областях применения, от начальной разработки концепции до окончательной валидации и внедрения в производство.
Заключение
Проектирование ультразвуковых сварных соединений — это дисциплина, объединяющая материаловедение, механику вибраций и прецизионную инженерию. Эффективная конструкция соединения должна учитывать свойства материалов, функциональные требования к изделию и ограничения производственного процесса. Принципы и параметры, представленные в данном руководстве по проектированию ультразвуковой сварки пластмасс, служат отправной точкой, но успешные конструкции часто требуют экспериментальной валидации и оптимизации.
Ключевые факторы успеха: понимание свойств материалов, точный контроль геометрических параметров, выбор соответствующих параметров процесса сварки, а также систематическое тестирование и валидация.
1. Тенденции будущего развития
- Технология ультразвуковой сварки композитных материалов
- Проектирование соединений с помощью цифровых двойников
- Интеллектуальные сварочные системы с адаптивным управлением
- Миниатюризация и расширение применения высокоточной сварки
2. План внедрения технологий (2025-2030)
- 2025-2026: Интеграция оптимизации параметров сварки с помощью ИИ в основное производство
- 2026-2027: Коммерческое внедрение передовых методов сварки композитных материалов для аэрокосмической и автомобильной промышленности
- 2027-2028: Широкое применение технологии цифровых двойников для моделирования конструкции соединений и прогнозирования срока службы
- 2028-2029: Внедрение полностью автономных ультразвуковых сварочных систем с возможностями самообучения
- 2029-2030: Разработка наномасштабной ультразвуковой сварки для производства электроники и медицинских устройств следующего поколения medical device manufacturing
3. Инновационный конвейер: оптимизация соединений на основе ИИ
Будущее проектирования ультразвуковых сварных соединений будет значительно улучшено благодаря применению искусственного интеллекта:
- Модели машинного обучения: прогнозная аналитика производительности соединений на основе свойств материалов и геометрических параметров
- Применение нейронных сетей: оценка качества сварки в реальном времени посредством распознавания образов в акустических излучениях
- Генеративное проектирование: создание оптимизированных геометрий соединений с помощью ИИ на основе функциональных требований и ограничений материалов
- Оптимизация параметров процесса: самонастраивающиеся сварочные системы, адаптирующиеся к вариациям материалов и условиям окружающей среды
4. Отраслевые мероприятия и обмен знаниями
Следите за последними разработками в области проектирования ультразвуковых сварных соединений, посещая эти предстоящие мероприятия:
- Всемирный конгресс по ультразвуку 2025: 15-18 сентября 2025 г., Сингапур — Специализированные секции по передовым методам проектирования соединений
- Международный симпозиум по соединению пластмасс: 5-7 ноября 2025 г., Мюнхен, Германия — Фокус на устойчивом развитии в применениях ультразвуковой сварки
- Выставка передовых производственных технологий: 18-20 февраля 2026 г., Чикаго, США — Демонстрация сварочного оборудования и инструментов моделирования нового поколения
5. Услуги экспертных консультаций
Для организаций, стремящихся оптимизировать конструкции своих ультразвуковых сварных соединений, мы предлагаем специализированные консультационные услуги:
- Экспертная оценка конструкции ультразвуковых сварных соединений: экспертная оценка существующих руководств по проектированию ультразвуковой сварки с рекомендациями по повышению производительности и оптимизации затрат
- Анализ совместимости материалов: комплексная оценка пар материалов на пригодность для ультразвуковой сварки
- Оптимизация параметров процесса: подход, основанный на данных, для определения идеальных параметров сварки для конкретных применений
- Индивидуальные программы обучения: специализированные семинары для инженерных команд по принципам проектирования современных соединений и how to use plastic welding equipment
Это руководство по проектированию ультразвуковой сварки будет регулярно обновляться в соответствии с технологическими разработками. Инженерам рекомендуется делиться практическим опытом и предложениями по улучшению.
6. Контактная информация автора
Для технических консультаций, возможностей исследовательского сотрудничества или отзывов об этом руководстве по проектированию ультразвуковой сварки в формате pdf, пожалуйста, обращайтесь:
- Инженерная команда д-ра
- Email: info@nicle.cn
- Исследовательская лаборатория: Центр передовых технологий соединения
Поддерживая открытый диалог между исследователями, инженерами-проектировщиками и специалистами производства, мы можем коллективно продвигать науку и применение проектирования ультразвуковых сварных соединений для решения производственных задач завтрашнего дня.